
歡迎進入安丘(qiū)市恒通玻璃鋼有限公司官方網(wǎng)站!公司願以(yǐ)“優良的產品質量、完善(shàn)的售後服務”竭誠與您合作。
谘詢(xún)熱線:158-6456-4868
產廠家")
管")
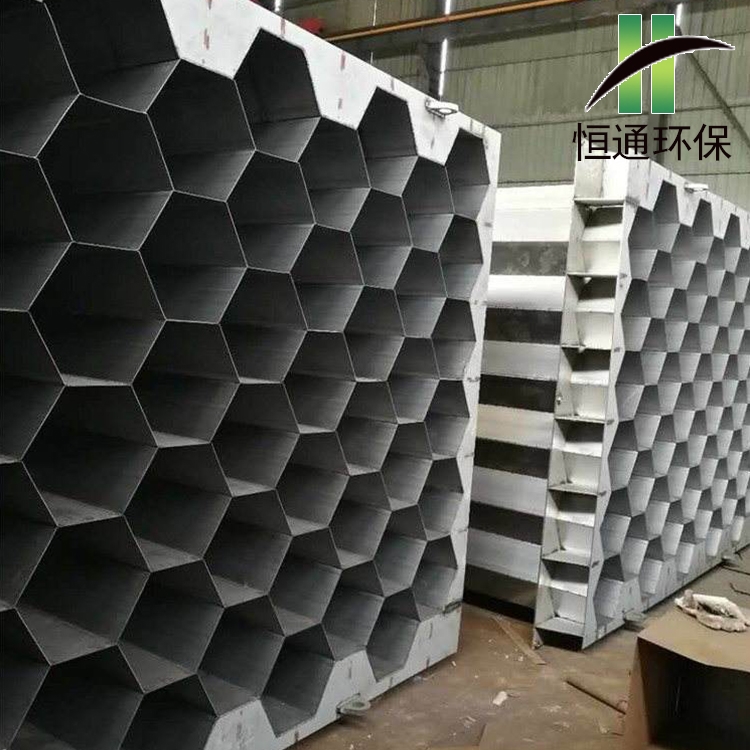
濕電玻璃鋼陽極管具(jù)有(yǒu)良好的導(dǎo)電性、耐腐蝕性,表麵光滑,係統運(yùn)行電耗低,不額外增加(jiā)藥品,收集水可直接回用。物耗(hào)、能耗(hào)低。由於基本不噴水,且陽極吸附極性水液滴和SO3氣溶膠,可有效控製P㎡.5的排放和避免煙(yān)囪(cōng)雨的發生而占有很(hěn)大市場。
為了能製造出高(gāo)質量(liàng)的濕電玻璃鋼陽(yáng)極管六角模具以及鑒於目前國內製造的技術水平和質量,現對製造過程做如下闡述。
一、製造法蘭模具的條件
1、潔淨的車間在一個肮髒環境中是不能製造出高(gāo)質量的法蘭模具,法蘭陰、陽模(mó)的(de)製造區應高(gāo)度清(qīng)潔,比製(zhì)品生產區有更高的(de)維護管理標準,所以,在法蘭模具製造伊始(shǐ),就應提前作好法蘭模具製造區的除塵與(yǔ)清潔工作。
2、環境條(tiáo)件溫度:在製造法(fǎ)蘭(lán)陽模和(hé)法蘭陰模的全過程(chéng)應始終保持同一環境溫度,即21~28℃。濕度:濕度對膠衣和樹脂的固化影響很大,理想的濕度範圍為40~60,若製造法蘭模具時相對濕(shī)度超過65,應等待至合適的生產條件再施工,尤其南方及沿(yán)海地(dì)區,濕度比(bǐ)較大,更應該慎重。
3、製定(dìng)合理的(de)法蘭製模(mó)時間表安排適宜的法蘭(lán)製模時間表是製造好法蘭模具(jù)的因素之一。不管是采用傳統的鋪層(céng)方法,還是選(xuǎn)用新的低收縮係統,所需求的時間(jiān)均由這些原輔材(cái)料的化(huà)學特(tè)性決定的,企圖走捷徑或加速工藝,都將對法蘭模具(jù)的質(zhì)量產(chǎn)生不良的(de)影響(xiǎng)。
4、原(yuán)輔材料的(de)選用(yòng)選用原輔材料,是(shì)製造高品質法蘭模具的重要條件。用於(yú)製(zhì)造法(fǎ)蘭模具的原輔材料(liào)成本對於總成(chéng)本來說隻占很小的百分比,不能試圖節約而使用產品樹脂或已過貯存(cún)期(qī)的(de)材料和(hé)劣(liè)質材料。
5、潔淨的壓(yā)縮空氣純淨、幹燥的氣源供給是製造高品質法蘭模具的另一要素。
若風管中空氣帶(dài)有(yǒu)少(shǎo)量的水或油,則法蘭模具膠衣表麵就會出現大量針孔(kǒng)和(hé)麻(má)點,為(wéi)此要付出(chū)大量的勞動力進(jìn)行修補,這樣,法蘭模具的質量(liàng)將受到很大的(de)影響(xiǎng)。空壓機需要安置在良好的環境中,並為其配備有效的空氣(qì)幹燥器和油水分離器。
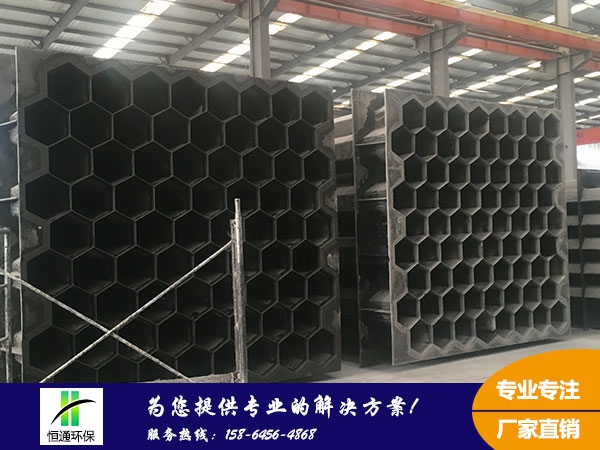
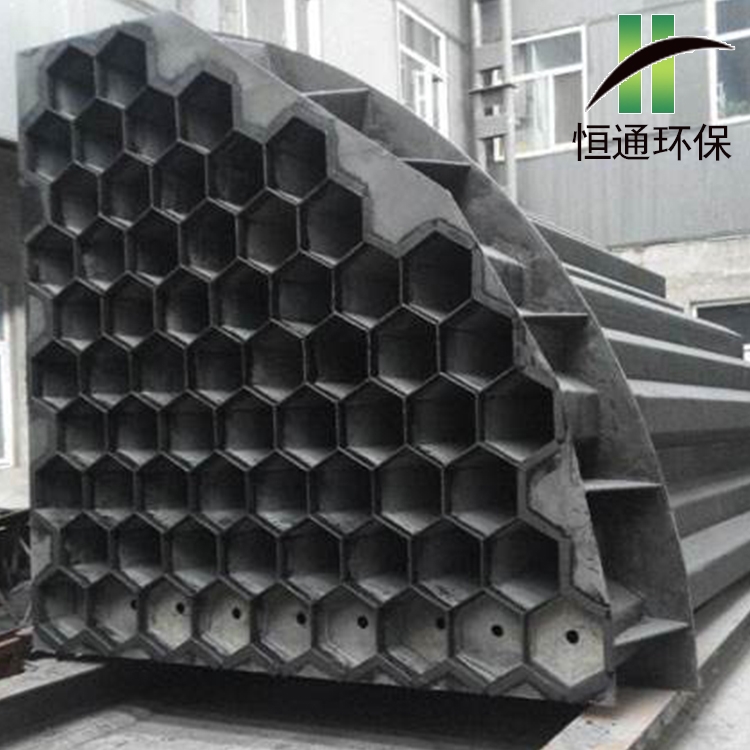
陽極管模塊(kuài)由若幹根正六邊形管組合在一起組成沉(chén)澱極。
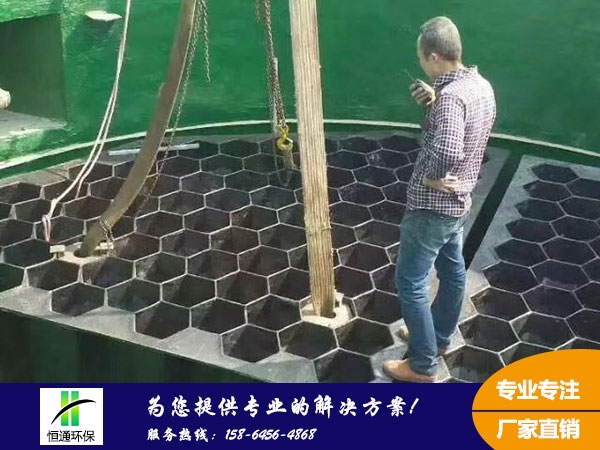
陽極模塊管數可根據客戶要(yào)求定製(zhì),成套(tào)模塊組裝(zhuāng)由端部法(fǎ)蘭製作,外部加固等工序組成。陽極管模塊尺寸要求:
A)陽(yáng)極管斷麵尺(chǐ)寸及圓度偏差為±1mm,厚度偏差±0.25mm。
B)陽極管長度偏差為±2mm。
C)陽極管模塊承載法蘭:其長度及圓度偏差±10mm,上法(fǎ)蘭厚度大於(yú)20mm,下法(fǎ)蘭厚度大於25mm,偏差為≤5mm;平麵度小於3mm,累積偏差不大於10mm。
D)陽(yáng)極管模塊下端麵法蘭:長度或寬度偏差<±10mm;法蘭(lán)厚(hòu)度應大於15mm,(具體需計(jì)算說明);平麵度小於5mm。
E)筋板高度≥380mm,厚(hòu)度偏差為0~5mm,間隔距離≤750mm;模塊外表麵加厚厚度不小於5mm(若有);
F)承載法蘭高度不(bú)小於400mm。陽極管束相鄰管中心間距偏差小於±1mm,同一直線方向兩遠(yuǎn)管中心間距偏差小於±8mm
G)支撐強(qiáng)度計算及加筋法蘭布置需要向招標方提(tí)供計算書,並經招標方確認。

陽極管")
 在線谘詢
在線谘詢





產廠家")




